Howmet-Siemens Vogt Nickel base superalloy
with improved machinability and method of making thereof 2001 US6231692B1
Publication
Number: US6231692B1
Publication
Date: 2001-05-15
Application
Date: 1999-01-28
Priority
Number: US1999239358A
Title:
Nickel base superalloy with improved
machinability and method of making thereof
Inventor
- w/address: Vogt Russell
G.,Yorktown,VA | Corrigan John,Yorktown,VA | Mihalisin John R.,N. Caldwell,NJ |
Pickert Ursula,Ruhr,DE | Esser Winfried,Bochum,DE
Assignee/Applicant:
Howmet Research Corporation,Whitehall,MI |
Siemens Aktiengesellschaft,Munich,DE
Abstract:
Machineable
nickel base alloy casting, consisting essentially of, in weight %, about 12.5%
to 15% Cr, about 9.00% to 10.00% Co, about 3.70% to 4.30% Mo, about 3.70% to
4.30% W, about 2.80% to 3.20% Al, about 4.80% to 5.20% Ti, about 0.005% to
0.02% B, up to about 0.10% Zr, and balance essentially Ni and carbon below
about 0.08 weight % to improve machinability while retaining alloy strength
properties after appropriate heat treatment.
Claims:
What is claimed is:
1. A machineable nickel base superalloy
casting consisting essentially of, in weight %, about 12.5 to about 15% Cr,
greater than about 5% to less than about 15% Co, about 2.5% to about 5% Mo,
about 3% to about 6% W, about 2% to about 4% Al, about 4% to about 6% Ti, about
0.005% to about 0. 02% B, up to about 0.1% Zr, about 0.055% to about 0.075%
carbon, and balance essentially nickel.
2. A machineable nickel base alloy casting,
consisting essentially of, in weight %, about 12.5% to 15% Cr, about 9. 00% to
10. 00% Co, about 3.70% to 4.30% Mo, about 3.70% to 4.30% W, about 2.80% to
3.20% Al, about 4.80% to 5.20% Ti, about 0.005% to 0.02% B, up to about 0.10%
Zr, and balance essentially Ni and carbon below about 0.08 weight % to improve
machinability.
3. The casting of claim 2 wherein C is about
0. 055% to about 0.075% by weight of said superalloy.
4. The casting of claim 2 wherein C is
nominally 0.07 weight %.
5. The casting of claim 1 which is gas turbine
engine blade or vane having a length of about 20 centimeters to about 110
centimeters.
6. A heat treated equiaxed grain nickel base
alloy casting having a composition consisting essentially of, in weight %,
about 12.5% to 15% Cr, about 9.00% to 10.00% Co, about 3.70% to 4.30% Mo, about
3.70% to 4. 30% W, about 2.80% to 3.20% Al, about 4.80% to 5.20% Ti, about
0.01% to 0.02% B, about 0.005% to 0.10% Zr, about 0.055% to about 0. 075% C,
and balance essentially Ni where the carbon range improves machinability of the
casting after heat treatment.
7. An equiaxed grain nickel base alloy casting
consisting essentially of, in weight %, nominally about 13.50% Cr, about 9.40%
Co, about 4.00% Mo, about 4.00% W, about 3.00% Al, about 5.00% Ti, about 0.015%
B, about 0.07% C, and balance essentially Ni where the carbon content is
effective to improve machinability.
8. A method of making a nickel base superalloy
casting, comprising providing a nickel base superalloy consisting essentially
of, in weight %, about 12.5 to about 15% Cr, greater than about 5% to less than
about 15% Co, about 2.5% to about 5% Mo, about 3% to about 6% W, about 2% to
about 4% Al, about 4% to about 6% Ti, about 0. 005% to about 0.02% B, up to
about 0.1% Zr, below about 0.08% C, and balance essentially nickel, melting
said superalloy to form a melt, casting said melt in a mold to form an equiaxed
grain casting, heat treating said casting, and machining the heat treated
casting wherein the carbon concentration of said superalloy below about 0. 08
weight % improves machinability.
9. A method of improving the machinability of
a nickel base superalloy consisting essentially of, in weight %, about 12. 5%
to 15% Cr, about 9.00% to 10.00% Co, about 3.70% to 4.30% Mo, about 3. 70% to
4.30% W, about 2.80% to 3.20% Al, about 4.80% to 5.20% Ti, about 0. 005% to
0.02% B, up to about 0.10% Zr, and balance essentially Ni and carbon, including
maintaining the carbon concentration of said superalloy below about 0.08 weight
% C.
10. The method of claim 9 wherein C is
maintained within the range of about 0.055% to about 0.075% by weight C.
11. Nickel base superalloy consisting
essentially of, in weight %, about 12.5 to about 15% Cr, greater than about 5%
to less than about 15% Co, about 2.5% to about 5% Mo, about 3% to about 6% W,
about 2% to about 4% Al, about 4% to about 6% Ti, about 0.005% to about 0. 02%
B, up to about 0.1% Zr, about 0.055% to about 0.075% carbon, and balance
essentially nickel wherein the carbon concentration range of about 0.055% to
about 0.075% C improves machinability of a casting made from said superalloy.
12. Nickel base alloy consisting essentially
of, in weight %, of about 12.5% to 15% Cr, about 9.00% to 10.00% Co, about
3.70% to 4. 30% Mo, about 3.70% to 4.30% W, about 2.80% to 3.20% Al, about
4.80% to 5.20% Ti, about 0.005% to 0.02% B, up to about 0.10% Zr, and balance
essentially Ni and carbon below about 0.08 weight % to improve machinability.
13. The alloy of claim 12 wherein C is about
0. 055% to about 0.075% by weight C.
14. A nickel base superalloy industrial gas
turbine engine blade or vane casting having an equiaxed grain microstructure,
consisting essentially of, in weight %, about 12.5 to about 15% Cr, greater
than about 5% to less than about 15% Co, about 2.5% to about 5% Mo, about 3% to
about 6% W, about 2% to about 4% Al, about 4% to about 6% Ti, about 0.005% to
about 0. 02% B, up to about 0.1% Zr, below about 0.8% C, and balance
essentially nickel wherein the carbon concentration below about 0.08 weight %
improves machinability of said casting.
15. The casting of claim 14 having a length of
about 20 centimeters to about 110 centimeters.
16. A method of making an industrial gas
turbine engine blade or vane casting, comprising providing a nickel base
superalloy consisting essentially of, in weight %, about 12.5 to about 15% Cr,
greater than about 5% to less than about 15% Co, about 2.5% to about 5% Mo,
about 3% to about 6% W, about 2% to about 4% Al, about 4% to about 6% Ti, about
0.005% to about 0. 02% B, up to about 0.1% Zr, below about 0.08% C, and balance
essentially nickel, melting said superalloy to form a melt, casting said melt
in a mold to form said casting having an equiaxed grain microstructure, heat
treating said casting, and machining the heat treated casting wherein the
carbon concentration below about 0. 08 weight % improves machinability.
Description
w/Pub Language:
FIELD
OF THE INVENTION
The present invention relates to nickel base
superalloys and castings made therefrom and, more particularly, to a nickel
base superalloy and casting having improved machinability while retaining
beneficial alloy mechanical properties.
BACKGROUND OF THE INVENTION
U.S. Pat. No. 3,615,376 describes a nickel
base superalloy having a composition consisting essentially of, in weight %,
0.1 to 0.3% C, greater than 13% to less than 15.6% Cr, greater than 5% to less
than 15% Co, 2.5% to 5% Mo, 3% to 6% W, 2% to 4% Al, 4% to 6% Ti, 0.005% to
0.02% B, up to 0.1% Zr, and balance essentially nickel with the ratio of Ti to
Al being greater than 1 but less than 3; the sum of Ti and Al being 7.5%-9
weight %; and the sum of Mo and half of the W being 5 to 7 weight %. Carbon
concentrations of 0.08 weight % and below are said to be insufficient to
achieve high temperature alloy strength properties.
This nickel base superalloy exhibits improved
high temperature stability, strength, and corrosion resistance. However, large
gas turbine engine blades and vanes of industrial gas turbine (IGT) engines
conventionally cast (e. g. equiaxed casting microstructure) from this
superalloy exhibit inadequate machinability as a result of the cast
microstructure containing large equiaxed grains, chemical segregation in
thicker sections of the IGT castings, and undesirable carbide formation at the
grain boundaries that embrittles the grain boundaries and can result in
cracking or carbide/grain pull out during subsequent machining of the casting
by such machining processes as grinding.
As a result, current machining practice for
such IGT castings involves greatly increasing machining times by reducing
machining feed rates to reduce cracking and carbide/grain pullout and produce a
satisfactory machined surface finish. For example, the machining time of a
large IGT equiaxed cast gas turbine engine blade cast from the above superalloy
typically consumes 270 minutes.
An object of the present invention is to
modify the above nickel base superalloy to unexpectedly and substantially
improve its machinability, especially machinability of large equiaxed IGT
castings produced from the modified superalloy, without adversely affecting the
desirable alloy high temperature mechanical properties.
SUMMARY OF THE INVENTION
The present invention involves modifying the
carbon content of the nickel base superalloy described hereabove in a manner
discovered to unexpectedly and significantly improve its machinability,
especially when conventionally cast and heat treated to produce large
cross-section, equiaxed grain castings, such as IGT blades and vanes. In
accordance with the present invention, the carbon content of the aforementioned
superalloy composition is reduced to an amount effective to substantially
improve machinability without adversely affecting the desirable alloy high
temperature mechanical properties. The carbon concentration is controlled below
about 0.08 weight %, preferably from about 0.055% to about 0.075% by weight of
the superalloy composition to this end.
A preferred nickel base superalloy in
accordance with an embodiment of the present invention consists essentially of,
in weight %, of about 12. 5% to 15% Cr, about 9.00% to 10.00% Co, about 3.70%
to 4.30% Mo, about 3. 70% to 4. 30% W, about 2.80% to 3.20% Al, about 4.80% to
5.20% Ti, about 0. 005% to 0. 02% B, up to about 0.10% Zr, about 0.055% to
0.075% C and balance essentially Ni. The modified nickel base superalloy can be
cast as equiaxed grain castings pursuant to conventional casting techniques to
produce large castings, such as IGT blades and vanes, that exhibit a surprising
and significant improvement in machinability (e.g. 33% reduction in machining
time) after appropriate heat treatment as compared to the same superalloy
casting similarly heat treated with higher carbon content.
The above objects and advantages of the
present invention will become more readily apparent from the following detailed
description taken with the following drawings.
DESCRIPTION OF THE DRAWINGS
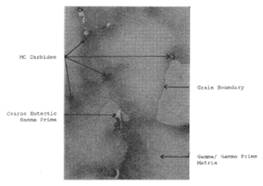
FIG. 1 is a photomicrograph at 100× of the
carbon modified superalloy pursuant to the invention showing the equiaxed
as-cast microstructure.
DETAILED DESCRIPTION OF THE INVENTION
The present invention involves modifying the
carbon concentration of a particular nickel base superalloy in a manner
discovered to unexpectedly and surprisingly provide significantly enhanced
machinability especially when conventionally cast to produce large
cross-section, equiaxed grain castings, such as IGT blades and vanes. Moreover,
the significant improvement in machinability is achieved without adversely
affecting the desirable alloy high temperature mechanical properties. The
nickel base superalloy which is modified pursuant to the present invention is
described in U.S. Pat. No. 3,615,376, the teachings of which are incorporated
herein by reference. A nickel base superalloy in accordance with an embodiment
of the invention consists essentially of, in weight %, 12.5 to about 15% Cr,
greater than 5% to less than 15% Co, 2.5% to 5% Mo, 3% to 6% W, 2% to 4% Al, 4%
to 6% Ti, 0.005% to 0. 02% B, up to 0.1% Zr, and balance essentially nickel and
carbon with the ratio of Ti to Al being greater than 1 but less than 3; the sum
of Ti and Al being 7. 5-9 weight %; the sum of Mo and half of the W being 5-7
weight %; and with carbon content maintained below 0.08% to unexpectedly
improve machinability after appropriate heat treatment such as solution heat
treatment and precipitation hardening heat treatment steps by virtue of beneficially
affecting primary carbides in the alloy microstructure, while providing
acceptable mechanical properties. The Cr concentration preferably is reduced in
the range of about 13 to about 14 weight %, preferably nominally 13.5 weight %
Cr, to compensate for the lower carbon content of the alloy of the invention.
A nickel base superalloy in accordance with an
embodiment of the invention consists essentially of, in weight %, of about
12.5% to 15% Cr, about 9. 00% to 10.00% Co, about 3.70% to 4.30% Mo, about
3.70% to 4.30% W, about 2. 80% to 3.20% Al, about 4.80% to 5.20% Ti, about
0.005% to 0.02% B, up to about 0. 10% Zr, less than about 0.08% C, and balance
essentially Ni.
The present invention modifies the
aforementioned nickel base superalloy to reduce the carbon content below about
0.08 weight % in an amount discovered effective to improve its machinability
while retaining alloy strength properties. Preferably, the nickel base
superalloy is modified by reducing carbon in the range of about 0.055% to about
0.075% by weight, preferably about 0.07% by weight, of the superalloy
composition to this end.
A particularly preferred carbon modified
nickel base superalloy casting composition in accordance with the present
invention consists essentially of, in weight %, nominally about 13.50% Cr,
about 9.40% Co, about 4.0% Mo, about 4.00% W, about 3.00% Al, about 5.00% Ti,
about 0. 015% B, about 0.07% C, and balance essentially Ni and castable by
conventional techniques, such as vacuum investment casting to produce equiaxed
grain, as-cast microstructure, FIG. 1 . The as-cast equiaxed microstructure of
the casting typically comprises a gamma/gamma prime matrix with primary MC
carbides in grain boundaries and interdendritic regions. There also is evidence
of coarse eutectic gamma prime in the microstructure.
The following casting tests were conducted and
are offered to illustrate, but not limit, the present invention. A heat #1
having a nickel base superalloy composition in accordance with the
aforementioned U.S. Pat. No. 4,597,809 and a heat #2 of carbon modified nickel
base superalloy in accordance with the present invention were prepared with the
following compositions, in weight percentages, set forth in Table I:
TABLE I
|
Heat |
Cr |
Co |
Mo |
W |
Ta |
Al |
Ti |
C |
B |
Ni |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
#1 |
14.0 |
9.4 |
4.0 |
4.0 |
-- |
3.0 |
5.0 |
0.16 |
0.
015 |
bal |
|
#2 |
13.54 |
9.42 |
3.99 |
3.99 |
-- |
3.06 |
5.
02 |
0.058 |
0.015 |
bal |
bal = balance
The carbon content of heat #2 was controlled
to be lower than that of heat #1 (e.g. aim C of 0.06 weight % for heat #2) and
was provided by first forming a charge using NiCo alloy, Cr, and other
elemental charge constituents with addition of pure carbon in an amount to effect
a carbon boil to reduce carbon and oxygen in the melt. Then, the final carbon
concentration was achieved by addition of pure carbon to the melt after the
carbon boil to achieve the aim carbon value. Heats #1 and #2 both were produced
using commercial vacuum-melting techniques widely used in the preparation of
nickel base superalloys.
Both heats were remelted in a crucible of a
conventional casting furnace under a vacuum of less than 1 micron and
superheated to 1482 degrees C. (2700 degrees F.). The superheated melt was
poured under vacuum into an investment casting mold having a facecoat
comprising one layer of fine ceramic oxide (e.g. Al 2 O 3 , SiO 2 , ZrO 2 and
the like) backed by additional slurry/stucco layers comprising 9 to 15 layers
of coarse ceramic oxide particles (stucco). The mold was preheated to 1093
degrees C. (2000 degrees F.). The melt in the mold was solidified to room
temperature in air. After the equiaxed castings were cooled to room
temperature, they were removed from the mold in conventional manner using a
mechanical knock-out procedure. The castings then were solution heat treated at
1204 degrees C. (2200 degrees F.) for 2 hours followed by aging (precipitation
hardening) at 1095 degrees C. (2002 degrees F.) for 4 hours plus 1080 degrees
C. (1970 degrees F.) for 4 hours plus 870 degrees C. (1600 degrees F.) for 12 hours.
The heat treated castings then were analyzed for chemistry and machined to
appropriate specimen configurations. Tensile testing was conducted in air at a
temperature of 870 degrees C. (1598 degrees F.). Stress rupture testing was
conducted in air at 980 degrees C. (1796 degrees F.) and stress of 190 MPa
(27.6 Ksi). Machinability testing was conducted at a production gas turbine
blade machining facility as described below.
The results of tensile testing and stress
rupture testing are set forth in TABLES II and III below where LIFE in hours
(HRS) indicates the time to fracture of the specimen, ELONGATION is the
specimen elongation to fracture, and RED OF AREA is the reduction of area of
the specimens to fracture. The BASELINE data corresponds to test data for Heat
#1, and the INVENTION data corresponds to test data for heat #2 pursuant to the
invention. The BASELINE data represent an average of two tensile and two stress
rupture test specimens, while the INVENTION data represent an average of 6
tensile and stress rupture test specimens.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||
It is apparent from TABLES II and III that the
specimens produced from heat #1 and from heat #2 pursuant to the invention
exhibited generally comparable tensile and stress rupture properties. The alloy
of the invention at a carbon level of less than 0.08 weight % unexpectedly and
surprisingly exhibited sufficient strength for high temperature applications,
such as large cast IGT blades and vanes, as evidenced by the results in Tables
II and III. Alloy stability (e.g. absence of sigma formation) is maintained by
keeping the Cr content at a reduced level, such as in the range of 13-14 weight
%, preferably 13.5 weight %, to compensate for the lower carbon content.
The results of machining testing are set forth
in TABLE IV below where MACHINING TIME in minutes indicates the time to
complete machining of the specimen and PERCENT CHANGE indicates increase or
decrease in machining time. Machining tests were conducted at a production gas
turbine blade machining facility. The fir tree area of the roots of test
rotating blades cast pursuant to the invention were machined using creep feed
grinding (i.e. grinding with a pre-contoured diamond roll at controlled feed
rates relative to the workpiece). During grinding, the machined root fir tree
area was cooled with a cooling fluid to avoid grinding cracks.
The results of the machining tests of castings
made pursuant to the invention were compared to current commercially
manufactured cast alloy blades made from Rene 80 nickel base superalloy, which
are very susceptible to grinding cracks due to the cast/heat treated
microstructure, especially the formation of large primary carbide particles in
the heavy cross-section of the blade root. This microstructural condition of
these commercially manufactured blades requires very smooth grinding with a low
grinding depth per pass (e.g. 0. 25 mm per pass).
As a result, current Rene 80 cast and heat
treated large IGT 4th stage blades machined using such smooth grinding
parameters required a minimum time of 270 minutes to machine the fir tree of
the blade root as set forth in Table IV. Machining trials with similar IGT 4th
stage blades cast from the alloy pursuant to the invention and heat treated as
described above were conducted on the same production grinding machines using
increased feed rates (e.g. 0. 4 mm per pass).
|
TABLE
IV |
||
|
|
||
|
|
MACHINING
TIME |
PERCENT |
|
|
(Typical
Large |
CHANGE |
|
ALLOY |
Blade) |
Increase
(Decrease) |
|
|
||
|
Baseline |
270
minutes minimum |
-- |
|
(U.S.
Pat. No. 3,615,376) |
|
|
|
Invention |
180
minutes maximum |
(33%) |
It is apparent that specimens produced from
heat #1 exhibited a minimum machining time of 270 minutes to complete machining
of the root fir tree area. In contrast, the specimens produced from heat #2
pursuant to the invention exhibited a maximum machining time of 180 minutes to
complete machining of the root fir tree area. The decrease in machining time of
the specimens of heat #2 pursuant to the invention equates to a 33% reduction
in required machining time as compared to that for the specimens of the
BASELINE superalloy with higher carbon content and thus a direct reduction in
machining costs.
The above test data represent an unexpected
and surprising improvement in machinability of the carbon modified superalloy
pursuant to the invention as compared to that of BASELINE superalloy, while
achieving comparable high temperature tensile and stress rupture properties.
The present invention is effective to provide
large cross-section, equiaxed grain castings with substantially improved
machinability. The present invention is especially useful to produce large
equiaxed grain IGT blade and vane castings which have the alloy composition
described above to impart substantially improved machinability to such castings
after appropriate heat treatment. Such IGT castings typically have a length of
about 20 centimeters to about 80 centimeters and above, such as about 110
centimeters length, and are used throughout the stages of the turbine of
stationary industrial gas turbine engines. The above described carbon modified
nickel base superalloy casting composition is useful cast as DS columnar grain
components.
While the invention has been described in
terms of specific embodiments thereof, it is not intended to be limited thereto
but rather only to the extent set forth in the following claims.
Front Page Drawing: