GE Ross Nickel-based superalloys for producing single crystal
articles having improved tolerance to low angle grain boundaries (Rene N4) 1995
US5399313A
Publication
Number: US5399313A
Publication
Date: 1995-03-21
Priority
Number: US1981307819A |
US1984595854A | US1984619676A | US1986893470A | US1986931957A | US1988143201A |
US1989303684A | US1990546677A | US1990610877A | US1991795277A | US1992955392A
Application
Date: 1992-10-01
Title:
Nickel-based superalloys for producing
single crystal articles having improved tolerance to low angle grain boundaries
Inventor
- w/address: Ross Earl
W.,Cincinnati,OH,US | Wukusick Carl S.,Cincinnati,OH,US | King Warren
T.,Cincinnati,OH,US
Assignee/Applicant:
General Electric Company,Cincinnati,OH,US
Front Page Drawing:
Abstract:
There is provided by the present invention nickel-base
superalloys for producing single crystal articles having improved tolerance to
low angle grain boundaries and an improved balance between cyclic oxidation and
hot corrosion resistance. The improved tolerance arises from the discovery that
nickel-base superalloys suitable for casting as single crystal articles can be
improved by the addition of small, but controlled, amounts of boron and carbon,
and optionally hafnium, and is manifested principally by improved grain
boundary strength. As one result of this increased grain boundary strength,
grain boundary mismatches far greater than the 6° limit for prior art single
crystal superalloys can be tolerated in single crystal articles made from the
nickel-base superalloys of this invention. This translates, for example, into
lower inspection costs and higher casting yields as grain boundaries over a
broader range can be accepted by visual inspection techniques without resort to
expensive X-ray techniques. These alloys are especially useful when
directionally solidified as hot-section components of aircraft gas turbine
engines, particularly rotating blades and stationary vanes. The superalloy
contains by weight percent, 7-12 Cr, 5-15 Co, 0.5-5 Mo, 3-12 W, 2-6 Ta, 2-5 Ti,
3-5 Al, 0-2 Cb, 0.1-0.2 Hf, 0. 05-0.07 C, 0.002-0.05 B, and nickel.
First Claim:
1. A nickel-base
superalloy consisting essentially of, in percentages by weight, 9.5-10.0 Cr,
7.0-8.0 Co, 1.3-1.7 Mo, 5.75-6.25 W, 4.6-5.0 Ta, 3.4-3.6 Ti, 4.1-4.3 Al,
0.4-0.6 Cb, 0.1-0.2 Hf, 0.05-0.07 and 0.003-0.005 B, the balance being nickel
and incidental impurities.
Description w/Pub Language: The Government has rights in this invention pursuant to
Contract No. F33657-81-C-2006 awarded by the Department of the Air Force.
BACKGROUND OF THE
INVENTION
This invention
pertains generally to nickel-base superalloys castable as single crystal
articles of manufacture, which articles are especially useful as hot-section
components of aircraft gas turbine engines, particularly rotating blades.
The efficiency of gas
turbine engines depends significantly on the operating temperature of the
various engine components with increased operating temperatures resulting in
increased efficiencies. The search for increased efficiencies has led to the
development of heat-resistant nickel-base superalloys which can withstand
increasingly high temperatures yet maintain their basic material properties.
The requirement for increased operating temperatures has also led to the
development of highly complex cast hollow shapes, e.g., blades and vanes, which
provide efficient cooling of the material used to produce such shapes.
The casting processes
used with early generations of nickel-base superalloys, commonly referred to as
conventionally cast nickel-base superalloys, generally produced parts whose
microstructures consisted of a multitude of equiaxed single crystals (grains)
of random (nonoriented) crystallographic orientation with grain boundaries
between the grains. Grain boundaries are regions of highly nonoriented
structure only a few atomic diameters wide which serve to accommodate the
crystallographic orientation difference or mismatch between adjacent grains.
A high angle grain
boundary (HAB) is generally regarded as a boundary between adjacent grains
whose crystallographic orientation differs by more than about 5-6 degrees. High
angle grain boundaries are regions of high surface energy, i.e., on the order
of several hundreds of ergs/cm. sup.2, and of such high random misfit that the
structure cannot easily be described or modelled. Due to their high energies
and randomness, high angle grain boundaries are highly mobile and are
preferential sites for such solid-state reactions as diffusion, precipitation
and phase transformations; thus, high angle boundaries play an important role
in the deformation and fracture characteristics and chemical characteristics
(e.g., resistance to oxidation and hot corrosion) of polycrystalline metals.
Also, due to the high
energies and disorder of HABs, impurity atoms are attracted preferentially
(segregated) to high angle grain boundaries to the degree that the
concentration of impurity atoms at the grain boundary can be several orders of
magnitude greater than the concentration of the same impurity atoms within the
grains. The presence of such high concentrations of impurity atoms at high
angle grain boundaries can further modify the mechanical and chemical
properties of metals. For example, in nickel-base superalloys, lead and bismuth
are deleterious impurities which segregate to the grain boundaries. At high
temperatures, even small amounts (i.e., a few ppm) of such impurities in the
grain boundaries of nickel-base superalloys degrade the mechanical properties
(e.g., stress-rupture strength) and failure generally occurs at the grain
boundaries.
In contrast to high
angle grain boundaries, low angle grain boundaries, sometimes also called
subgrain boundaries, are generally regarded as boundaries between adjacent
grains whose crystallographic orientation differs by less than about 5 degrees.
It is to be understood, however, that the classification of a boundary as high
angle or low angle may vary depending upon the person or organization doing the
classification. For the limiting case of a low angle boundary (LAB) where the
orientation difference across the boundary may be less than 1 degree, the
boundary may be described (modelled) in terms of a regular array of edge
dislocations, i.e., a tilt boundary. While the mismatch is technically that
between any two adjacent grains, and not that of the boundary per se, the
extent of the mismatch is commonly assigned to the boundary; hence the terminology
of, for example, a 5 degree low angle boundary, which usages shall be used
herein interchangeably.
Low angle grain
boundaries are more highly ordered and have lower surface energies than high
angle grain boundaries. Higher order and lower energy result in boundaries with
low mobility and low attraction for impurity atoms which, in turn, results in a
lesser effect on properties, mechanical and chemical, compared to high angle
grain boundaries. Thus, while no grain boundaries constitute a preferred condition,
low angle boundaries are to be preferred over high angle grain boundaries.
Improvements in the
ability of conventional superalloys to withstand higher temperatures without
impairing other needed qualities, such as strength and oxidation resistance,
was achieved through alloy development and the introduction of improved
processing techniques. These improvements followed from findings that the
strength of such superalloys, and other important characteristics, were
dependent upon the strengths of the grain boundaries. To enhance such
conventional superalloys, initial efforts were aimed at strengthening the grain
boundaries by the addition of various grain boundary strengthening elements
such as carbon (C), boron (B), zirconium (Zr), and hafnium (Hf) and by the
removal of deleterious impurities such as lead (Pb) or bismuth (Bi) which
tended to segregate at and weaken the grain boundaries.
Efforts to further
increase strength levels in conventional nickel-base superalloys by
preferentially orienting the grain boundaries parallel to the growth or
solidification direction were subsequently initiated. Preferential orientation
of the grains generally results in a columnar grain structure of long, slender
(columnar) grains oriented in a single crystallographic direction and minimizes
or eliminates grain boundaries transverse to the growth or solidification
direction. The process used, i.e., directional solidification (DS), had long
been used for other purposes such as the manufacture of magnets and grain-oriented
silicon steel for transformers. That process has been described and improved
upon, for instance, in U.S. Pat. No. 3,897,815--Smashey. The disclosures of all
the U.S. Patents referred to herein are hereby incorporated by reference.
Compared with conventionally
cast superalloy articles, directionally solidified (DS'd) articles exhibited
increased strength when the columnar grains were aligned parallel to the
principal stress axis due to the elimination or minimization of grain
boundaries transverse to the direction of solidification. In addition, DS
provided an increase in other properties, such as ductility and resistance to
low cycle fatigue, due to the preferred grain orientation. However, reduced
strength and ductility properties still existed in the transverse directions
due to the presence of longitudinal columnar grain boundaries in such DS'd
articles. Additions of Hf, C, B, and Zr were utilized to improve the transverse
grain boundary strength of such alloys as was done previously in conventional
equiaxed nickel-base superalloys. However, large additions of these elements
acted as melting point depressants and resulted in limitations in heat
treatment which did not allow the development of maximum strengths within such
directionally solidified superalloys.
It has been recognized
for some time that articles could be cast in various shapes as a perfect single
crystal, thus eliminating grain boundaries altogether. A logical step then was
to modify the DS process to enable solidification of superalloy articles as
single crystals to eliminate longitudinally extending high angle grain
boundaries previously found in DS'd articles.
In the single crystal
metallic alloy arts, it has heretofore been conventional teaching that elements
such as boron, zirconium, and carbon are to be avoided, i.e., kept to the
lowest levels possible with commercial melting and alloying practice and
technology. For example, U. S. Pat. No. 3,494, 709 recites the deleterious
effect of B and Zr, proposing limits of O.001% and O.01% for those elements,
respectively. U. S. Pat. No. 3,567,526 teaches that the fatigue properties of
single crystal superalloy articles can be improved by the complete removal of
carbon.
In U.S. Pat. No.
4,116,723, there is disclosed homogeneous single crystal nickel-base superalloy
articles having no intentional additions of cobalt (Co), B, Zr or C which are
said to have superior mechanical properties, e.g., creep and time to rupture,
compared to similar nickel-base superalloys containing Co, C, B, and Zr.
Therein it is taught that cobalt should be restricted to less than about 0.5%,
and more preferably to less than about 0.2%, to preclude the formation of
deleterious topologically close packed phases (TCP) (e.g., σ and . mu. ).
Furthers it is taught therein that no single element of the group carbon,
boron, and zirconium should be present in an amount greater than 50 ppm, that
preferably the total of such impurities be less than 100 ppm and, most
preferably, that carbon be kept below 30 ppm and that B and Zr each be kept
below 20 ppm. In any event, it is taught that carbon must be kept below that
amount of carbon which will form MC type carbides. Subsequently, in U.S. Pat.
No. 4,209,348 it was shown that 3-7 % Co could be included in the single
crystal nickel-base superalloys disclosed there in without forming TCP.
Another purpose in
limiting C, B, and Zr is to increase the incipient melting temperature in
relation to the gamma prime solvus temperature thus permitting solutionizing
heat treatments to be performed at temperatures where complete solutionizing of
the gamma prime phase is possible in reasonable times without causing localized
melting of solute-rich regions. Recently, however, it has been recognized, U.S.
Pat. 4,402, 772, that the addition of hafnium in small amounts to certain of
nickel-base superalloys for the casting of single crystal articles is
effective, or example, in providing enhanced properties and enhanced heat
treatability in that such articles have a greater temperature range between the
gamma prime solvus and incipient melting temperatures than do most prior art
single crystal articles.
SUMMARY OF THE
INVENTION
There is provided by
the present invention nickel-base superalloys for producing single crystal
articles having improved tolerance to low angle grain boundaries. The improved
tolerance to low angle grain boundaries arises from the discovery that
nickel-base superalloys suitable for casting as single crystal articles can,
contrary to the teachings of the prior art, be improved by the addition of
small, but controlled, amounts of boron and carbon, and optionally hafnium, and
is manifested principally by improved grain boundary strength. Additionally,
the superalloys of this invention also possess an improved balance between cyclic
oxidation and hot corrosion resistance due primarily to the carbon and hafnium
and an increased Al to Ti ratio.
As one result of this
increased grain boundary strengths grain boundary mismatches far greater than
the 6° limit for prior art single crystal superalloys can be tolerated in
single crystal articles made from the nickel-base superalloys of this
invention. This translates, for example, into lower inspection costs and higher
yields as grain boundaries over a broader range can be accepted by the usual
inspection techniques without resorting to expensive X-ray techniques. The
superalloys of this invention are especially useful when directionally
solidified as hot-section components of aircraft gas turbine engines,
particularly rotating blades.
Broadly, the
single-crystal superalloys of this invention consist essentially of about, by
weight, 7-12% Cr, 5-15% Co, 0.5-5% Me, 3-12% W, 2-6% Ta, 2-5% Ti, 3-5% Al, 0-2%
Cb, 0-2.0% Hf, 0.03-0.25% C and O. 002-0. 050% B, the balance being nickel and
incidental impurities.
DETAILED DESCRIPTION
OF THE DRAWINGS
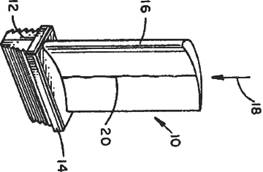
FIG. 1 is a
perspective schematic view of a blade member for use in a gas turbine engine;
FIG. 2 is a
perspective schematic view of a directionally solidified slab-like single
crystal ingot marked for removal of blanks to be processed into mechanical
property test specimens;
FIG. 3 is a graph of
comparative stress-rupture life versus alloy boron content;
FIG. 4 is a graph of
comparative stress-rupture life versus grain boundary misfit; and
FIG. 5 is a graph of
external metal loss in cyclic oxidation as a function of exposure time.
DETAILED DESCRIPTION
OF THE INVENTION
Nickel-base superalloys
castable as single crystals have typically been used to manufacture airfoil
members, e.g., rotating blades and stationary vanes, for the hot section of
aircraft gas turbine engines. Such a blade member 10 is shown schematically in
FIG. 1 and includes base (or root) portion 12 (shown machined to a
"fir-tree" configuration for attachment to a disk), platform portion
14, and aerodynamically curved airfoil portion 16. Blade member 10 may also be
provided with an internal passage or passages through which a fluid (generally
air) is circulated during operation of the turbine for purposes of cooling the
blade. Frequently, the fluid is forced out of holes situated at the leading and
trailing edges of the airfoil to effect skin cooling by laminar flow of the fluid
over the surface of the airfoil portion 16. Details of such cooling provisions
are known in the art and are not shown here since they are unnecessary to an
understanding of this invention. The art of directionally casting such blades
is also known in the art as shown for examples by U. S. Pat. No. 3,494,709 and,
therefore, also shall not be described here in detail.
Following directional
solidifications which typically progresses downwardly toward base 12, in the
direction indicated by arrow 18, the solidified blade member 10 is inspected
for the presence of grain boundaries and verification of the axial growth
direction 18. The axial growth direction is determined by X-ray analysis
(typically by the well-known Laue method) and for nickel-base superalloys is
preferably plus or minus 15 degrees of the [001] crystal direction.
Heretofore, only low
angle grain boundaries, such as the one shown schematically at 20, up to a
maximum of about 6° mismatch across adjacent grains have been permitted in
single crystal blades 10. Skilled observers can generally visually detect LABs
on the order of 0. degree.-3. degree.. Towards the maximum permissible mismatch
of 6°, however, visual techniques become unreliable and additional Laue
patterns on either side of the boundary in question must be made. The Laue
patterns are not inexpensive and due to current single crystal practice 3 to 4
Laue patterns generally are required per casting. Presently, due in part to
uncertainties in detecting low angle grain boundaries, the yield of castings is
only about 45-55%.
It has now been
discovered that nickel-base superalloys suitable for casting as single crystal
articles can be improved by the addition of small, but controlled, amounts of
boron and carbon, and optionally hafnium, yielding a new family of single
crystal nickel-base superalloys.
The principal benefit,
in addition to an improved balance between cyclic oxidation and hot corrosion
resistance, following from this discovery is that low angle grain boundaries in
single crystal articles made from the superalloys of the invention herein are
stronger than their prior art single crystal articles. Therefore, LABs having
greater than 6. degree. of mismatch may be tolerated and accepted in such
articles compared to about 6° maximum previously considered acceptable. Reduced
inspection costs and increased yield or acceptable articles follows from the
aforesaid improved tolerance to low angle grain boundaries. It will be
appreciated that neither LABs nor HABs will be present in a true "single
crystal." It will further be appreciated, however, that although there may
be one or more low angle boundaries present in the single crystals discussed
herein reference shall still be made to single crystals.
As noted above, single
crystal articles such as blade 10 are subjected to an X-ray test to determine
orientation and to a visual test to determine the presence (or absence) of high
angle grain boundaries. While the X-ray test must still be used with the new
superalloys of this invention to determine orientation, the number of X-ray
tests required to distinguish between HABs and LABs is expected to be greatly
reduced or eliminated.
Stated another way,
the tolerance limits for accepting LABs visually can be increased from about
0°-3° to about 0-9. degree. for the airfoil articles made from the new
superalloys of this invention and Laue determinations are only expected to be
required for boundaries greater than about 9°. It should be noted that large
boundary mismatches are acceptable in the new superalloys when compared to the
approximately 6° mismatches allowed in the prior art alloys. In the root and
platform areas, there will be no limitation on the boundaries, i. e., HABs will
be acceptable, due to the increased strength of the boundaries in articles made
from the superalloys of this invention and in recognition of the lower
temperatures in the platform and root portions compared to those in the airfoil
portion. Thus, reference to a "single crystal article" herein shall
be to an article at least a portion of which shall be in the nature of a
"single crystal." Overall, the estimated casting yield of articles
made from the new superalloys is expected to increase to 75-85%.
It will be
appreciated, therefore, that the new superalloys of this invention possess
exceptional properties even when processing by DS techniques results in
articles having oriented high angle grain boundaries throughout. Exceptional
properties are anticipated even when the superalloys of this invention are
conventionally cast (CC) to produce articles having a plurality of randomly
oriented grains with high angle grain boundaries there between.
Accordingly, there is
provided by this invention a new family of nickel-base superalloys castable as
single crystal articles having improved tolerance to low angle grain boundaries
consisting essentially of chromium, cobalt, molybdenum, tungsten, tantalum,
titanium, aluminum, columbium, hafnium, carbon, boron and (optionally) hafnium
in the percentages (by weight) set forth in Table I, below, the balance being
nickel and incidental impurities.
TABLE I
______________________________________
ALLOY COMPOSITIONS (weight
%)
Elements Base Preferred Most Preferred
______________________________________
|
Cr |
7-12 |
7-10 |
9.5-10.0 |
|
|
|
|
|
|
Co |
5-15 |
5-10 |
7.0-8.0 |
|
|
|
|
|
|
Mo |
0.5-5 |
1-3 |
1.3-1.7 |
|
|
|
|
|
|
W |
3-12 |
4-8 |
5.75-6.25 |
|
|
|
|
|
|
Ta |
2-6 |
3-5 |
4.6-5.0 |
|
|
|
|
|
|
Ti |
2-5 |
3-4 |
3.4-3.6 |
|
|
|
|
|
|
Al |
3-5 |
4-4.5 |
4.1-4.3 |
|
|
|
|
|
|
Cb |
0-2 |
0-1 |
0.4-0.6 |
|
|
|
|
|
|
Hf |
0-2.0 |
0.05-0.5 |
0.1-0.2 |
|
|
|
|
|
|
C |
0.03-0.25 |
0.03-0.1 |
0.05-0.07 |
|
|
|
|
|
|
B |
0.002-0.050 |
0.002-0.020 |
0.003-0.005 |
______________________________________
In Table II there is
set forth the compositions of the various alloys, including those of the
present invention, referred to herein.
TABLE II see pdf
_________________________________________________________________________
_
Shown schematically in
FIG. 2 is the top portion of a slab-like ingot 30 directionally solidified in
the direction of arrow 18' to produce material for testing. The material
produced was either a single crystal which had no LABs or, as depicted in FIG.
2, had at least one LAB 20' parallel to solidification direction 18', or was
conventionally DS'd to produce ingots having a plurality of HABs oriented
parallel to solidification direction 18' (not illustrated). The ingots produced
so as to have a plurality of oriented HABs were likewise produced by the same
DS process but without the use of the techniques required to produce single
crystals and will be referred to herein simply as DS or DS'd material. For
comparative purposes, some of the alloys of Table I were also cast
conventionally to produce ingots having a plurality of randomly oriented grains
with high angle grain boundaries in between.
The heat treatment
method used with the superalloys of the present invention to substantially
fully develop a duplex gamma prime structure was to slowly heat the as DS'd
ingot (or article) to about 2310° F. and hold thereat for about 2 hours to
place the gamma prime phase into solid solution; cool at a rate of 100° F. to
150. degree. F. per minute to below about 1975° F. then at a rate of about 75°
F. to 150° F. per minute to about 1200° F. reheat to about 1975° F. for about
four hours; cool at a rate of about 75° F. to 150° F. per minute to about 1200°
F. ; heat to about 1650° F. for about 16 hours; and, lastly, cool to ambient
temperature.
The aforementioned
specimens for physical property measurements were fabricated in conventional
fashion from bar-like sections 32 taken transverse to solidification direction
18' the heat treated ingots. Each single crystal specimen from section 32
contained either no LABs or an LAB of known orientation established by X-ray
analysis. Similarly, specimens from DS'd slabs contained a plurality of
oriented grains and oriented high angle grain boundaries and specimens from CC
slabs contained a plurality of randomly oriented grains and randomly oriented
high angle grain boundaries.
By reference to FIG. 3
and Table III, it may be seen that boron has been discovered, contrary to the
teachings of the prior art, to be beneficial to the stress-rupture strength of
single crystals and, with carbons strengthens any LABs present in single
crystals made from the alloys of this invention. In FIGS. 3 and 4 and Tables
III and IV, reference is made to "% of Perfect Crystal Life" which is
the stress-rupture life of an alloy of the Base composition (Table II) DS'd to
form no LABs and tested with its [110] direction perpendicular to the DS
direction (and parallel to the specimen stress axis) at the same conditions of
stress and temperature as the superalloy for which it serves as the comparative
standard. Also in some Tables, there is set forth for comparative purposes the
stress-rupture lives of specimens of the Base composition having a LAB with the
degree of mismatch shown and for specimens of the Base composition in the DS'd
condition.
TABLE III-see pdf
_________________________________________________________________________
_
_
That the superalloys
of the invention have superior stress-rupture strengths compared to
conventional single crystal superalloys at any given angle of mismatch from 0°
to about 18° is shown in FIG. 4. Similarly, at any given level of % of no LAB
rupture life the superalloys of the invention can tolerate larger degrees of
misfit, on the order of about 2 times, than can single crystal superalloys of
the prior art. As may be noted from Table IV, even when DS'd to form HABs, the
superalloys of the invention have superior stress-rupture strengths.
TABLE IV see pdf
Table V presents the
results of cyclic oxidation tests on uncoated 1/4"×3" long round pin
specimens conducted under the conditions shown in the table using a natural gas
flame at Mach 1 gas velocity. The specimens were rotated for uniform exposure
and cycled out of the flame once per hour to cool the specimens to room
temperature. External metal loss was measured on a section cut transverse to
the length dimension of the specimen. Metal loss per side was found by dividing
the difference between the pin diameter before and after test by two. The data
in the table are the average of two such measurements at 90° to each other
across the diameter of the specimen.
The data of Table V
are presented in graphical form in FIG. 5. It may be noted that while the resistance
of the superalloys of the invention to cyclic oxidation is not as good as
exemplary alloy BB, the superalloys of the invention possess highly acceptable
resistance to cyclic oxidation which is an improvement over the cyclic
oxidation resistance of the Base alloy and R125. The improved cyclic oxidation
resistance of the superalloys of this invention compared to that of the Base
superalloy is believed to be due primarily to the increased Al to Ti ratio.
Comparison of the data for heats 44 and 49/50 shows the further increased
cyclic oxidation resistance provided by the addition of hafnium.
TABLE V see pdf
Table VI presents the
results of hot corrosion tests on uncoated 1/8". times.2" long round
pin specimens conducted under the conditions shown in the table using a JP-5
fuel-fired flame with salt in parts per million (ppm) shown added to the
combustion products. The specimens were rotated for uniform exposure and were
cycled out of the flame to room temperature once every day. The data of Table VI
show that the presence of carbon in the superalloys of the invention is
required for hot corrosion resistance and that the hot corrosion resistance of
the superalloys of the invention is superior to that of alloys AA and BB--prior
art single crystal alloys.
The superalloys of the
invention thus have an improved balance between cyclic oxidation and hot
corrosion resistance due primarily to the carbon and hafnium and an increased
Al to Ti ratio in comparison to the Base alloy.
TABLE VI see pdf
A number of
observations have been made with respect to the metallic components in the
alloys of this invention and the contribution they make to the properties of
the final product.
Cr above about 12% and
below about 7% results in the presence of undesirable oxides at aluminum levels
of 3-5%. The presence of such Cr oxides will result in reduced oxidation
resistance. An increase in Al will then effectively reduce hot corrosion
resistance. Therefore, a careful balance must be maintained between Cr and Al
to provide good oxidation and hot corrosion resistance. The range for Cr is
7-12% and Al is 3-5%.
Aluminum is added
primarily for strength through Ni.sub.3 Al (gamma prime) formation. Al is
important for oxidation resistance but must maintain the Ni.sub.3 Al structure.
Cb, Ta, and Ti can be substituted for Al for purposes of gamma prime
strengthening since too much Al, for example, substantially greater than about
5%, will result in instability of the gamma prime. Less than about 2% Al will
not allow the formation of sufficient gamma prime to develop adequate strength.
For the alloy of the present invention, the Al range is 3-5%.
Titanium is normally
present as a gamma prime strengthener. Its presence also is important in
oxidation reactions, although it is not as desirable as other elemental
additions, such as Al. Ti, if employed in the superalloys of the invention,
reduces the requirement for Al to produce gamma prime thus freeing Cr to act
primarily to improve corrosion resistance, i.e., increases the Cr:Al ratio.
Therefore, for improved corrosion resistance, the present invention provides an
alloy with a Cr:Al ratio greater than known alloys of the type previously used
for single crystal structures.
The presence of Ti in
amounts exceeding about 5% will result in a loss of oxidation and corrosion
resistance and the formation of Ni.sub. 3 Ti, an unwanted phase. In amounts
less than about 3%, the Ti will not be present in an amount sufficient to
maximize corrosion resistance in those superalloys where this is important.
Tungsten is an
effective gamma and gamma prime strengthener partitioning equally between the
two phases. The presence of W generally increases the melting point of nickel
and is a viable alloying element for high temperature strength. The maximum
level of W in the alloy of the present invention has been determined to be
about 12% for single grain articles. Instabilities have been observed above
this level. The presence of W in general can be detrimental to both high
temperature oxidation and hot corrosion resistance. However, below about 3%, W
has little effect on the properties of the alloy. It is preferred to limit the
amount of W present to intermediate levels of about 4-8%.
Columbium behaves much
the same as Ti and Ta, being present in the Ni. sub.3 Al (gamma prime) phase.
The solubility of Cb in Ni.sub.3 Al is less than either Ti or Ta. The presence
of Cb, although beneficial to overall properties in small amounts, depresses
the alloy melting point above levels of about 2% more rapidly than Ta and is
therefore limited to lower amounts when used in the alloy of the present
invention.
Tantalum acts like Ti
in nickel-base superalloys, partitioning almost entirely to the gamma prime
phase. Ta is preferred over Ti because of its high melting point and the fact
that it does not depress the alloy melting point as much as does Ti. Ta also aids
in promoting corrosion resistance by inhibiting surface Al.sub.2 O.sub.3
formation. Ta is a heavy element having a much higher density than Ti. Thus, by
emphasizing Ti rather than Ta, a lighter article can be achieved while still
providing greater hot corrosion resistance due to the presence of Ti. However,
some Ta, in amounts of 2-6%, is beneficial for participation in the corrosion
resistance and strengthening mechanisms.
Cobalt is beneficial
in nickel-base superalloys in at least two ways. Co tends to raise the solid
solubility temperature of gamma prime, thereby increasing temperature
capability of the alloys. About 5% Co tends to improve structural stability by
inhibiting sigma precipitation, while larger amounts, greater than about 15%,
will contribute to sigma instability. In Ni-base superalloys, Co contributes to
improved castability. Cobalt preferably at the 5-10% level has been found to be
a valuable addition to turbine blade alloys and is a constituent of the alloy
of this invention.
Mo acts like W, but
has a lower density and is generally less effective as a strengthener than is
W. Also, Mo tends to be detrimental to corrosion resistance at low Cr levels,
such as less than about 7% Cr. Relatively higher Mo contents, up to about 5%,
can be tolerated in the presence of higher Cr contents. However, in the alloy
of the present invention, which has higher Cr contents, a small amount of Mo
will result in an added strength benefit. Beyond about 3% Mo, increased
strength benefit is not realized and the detrimental effects on corrosion
resistance becomes noticeable at greater than about 5% Mo.
There being extant
evidence that the inventive concepts herein of adding small, but controlled,
amounts of boron and carbon, and optionally hafnium, to improve the low angle
grain boundary tolerance of nickel-base superalloys suitable for casting as
single crystal articles are applicable to other nickel-base single crystal
superalloys, it will be understood that various changes and modifications not
specifically referred to herein may be made in the invention herein described,
and to its uses herein described, without departing from the spirit of the
invention particularly as defined in the following claims.
Claims: What is
claimed is:
1. A nickel-base
superalloy consisting essentially of, in percentages by weight, 9.5-10.0 Cr,
7.0-8.0 Co, 1.3-1.7 Mo, 5.75-6.25 W, 4.6-5.0 Ta, 3.4-3.6 Ti, 4.1-4.3 Al,
0.4-0.6 Cb, 0.1-0.2 Hf, 0.05-0.07 and 0.003-0.005 B, the balance being nickel
and incidental impurities.
2. A single crystal
article of manufacture the overall composition of which is a nickel-base
superalloy consisting essentially of, in percentages by weight, 9.5-10.0 Cr,
7.0-8.0 Co, 1.3-1.7 Mo, 5.75-6.25 W, 4.6-5.0 Ta, 3.4-3.6 Ti, 4.1-4.3 Al,
0.4-0.6 Cb, 0.1-0.2 Hf, 0.05-0.07 C and 0.003-0.005 B, the balance being nickel
and incidental impurities, wherein any low angle grain boundaries present in
said article are greater than about 0°.
3. The article of
claim 2 wherein any low angle grain boundaries present therein are in the range
of from about 0° to about 20°.
4. The article of
claim 3 which is an airfoil member for a gas turbine engine.
5. An article of
manufacture the overall composition of which is nickel-base superalloy
consisting essentially of, in percentages by weight, 9.5-10.0 Cr, 7.0-8.0 Co,
1.3-1.7 Mo, 5.75-6.25 W, 4.6-5.0 Ta, 3.4-3.6 Ti, 4.1-4.3 Al, 0.4-0.6 Cb,
0.1-0.2 Hf, 0.05-0.07 C and 0.003-0.005 B, the balance being nickel and
incidental impurities, at least a portion of which is a single crystal.
6. The article of
claim 5 wherein any low angle grain boundaries present in said single crystal
portion are greater than about 0°.
7. The article of
claim 6 wherein any low angle grain boundaries present in said single crystal
portion are in the range of from about 0° to about 20°.
8. The article of
claim 6 which is an airfoil member for a gas turbine engine at least the
airfoil portion of which is said single crystal portion.
9. An article of
manufacture the overall composition of which is a nickel-base superalloy
consisting essentially of, in percentages by weight, 9.5-10.0 Cr, 7.0-8.0 Co,
1.3-1.7 Mo, 5.75-6.25 W, 4.6-5.0 Ta, 3.4-3.6 Ti, 4.1-4.3 Al, 0.4-0.6 Cb,
0.1-0.2 Hf, 0.05-0.07 C and 0.003-0.005 B, the balance being nickel and
incidental impurities.
10. The article of
claim 9 which is directionally solidified.
11. The article of
claim 9 which is conventionally cast.