GE Ross Cast columnar grain hollow nickel base alloy articles (R 142)
1992 US5173255A
Publication
Number: US5173255A
Publication
Date: 1992-12-22
Priority
Number: US1988253109A |
US1991686882A
Application
Date: 1991-04-17
Title:
Cast columnar grain hollow nickel base
alloy articles and alloy and heat treatment for making
Inventor
- w/address: Ross Earl
W.,Cincinnati,OH,US | O'Hara Kevin S.,Boxford,MA,US
Assignee/Applicant:
General Electric Company,Cincinnati,OH,US
Front Page Drawing:
Abstract:
One form of an improved cast, hollow, columnar grain nickel
base alloy article is provided with outstanding elevated temperature stability
as represented by oxidation resistance, an improved combination of longitudinal
and transverse stress rupture properties, and a thin wall of less than about
0.035 inch, substantially free of cracks. Described is a heat treatment in
combination with an alloy for providing such an article.
First Claim:
1. A nickel base
superalloy consisting essentially of in weight percent about 0.12% carbon,
about 1.5% hafnium, 12% cobalt, about 6.35% tantalum, about 6.8% chromium,
about 1.5% molybdenum, about 4.9% tungsten, about 6.15% aluminum, about 2.8%
rhenium, about 0.015% boron, the substantial absence of zirconium, the
substantial absence of titanium, the substantial absence of vanadium and the
balance nickel and incidental impurities.
Description w/Pub Language: This invention relates to cast directionally solidified
columnar grain nickel base alloy articles and, more particularly, to such an
article of outstanding elevated temperature surface stability as represented by
oxidation resistance, particularly in thin walled hollow articles, and to the
alloy and heat treatment for making such article.
BACKGROUND OF THE
INVENTION
A significant amount
of the published and well known casting technology relating to high temperature
operating articles, for example turbine blades for gas turbine engines, has
centered about improvement of certain properties through elimination of some or
all of the grain boundaries in the final article's microstructure. In general,
such structures have been generated by the well known precision casting
techniques of solidifying a molten metal directionally (directional
solidification) to cause the solidifying crystals or grains to be elongated. If
only one grain is allowed to grow in the article during solidification, for
example, through choking out others or using a seed crystal, an article of a
single crystal and substantially no grain boundaries results. However, if
multiple grains are allowed to solidify at an area of a casting mold and
allowed to grow generally in a single direction in which heat is withdrawn from
molten metal in a casting mold, multiple elongated or columnar grains exist in
the solidified casting. Such a structure sometimes herein is called "DS
multigrain" in connection with a cast article. The direction of elongation
is called the longitudinal direction; the direction generally normal to the
longitudinal direction is called the transverse direction.
Because the grain
boundaries in such an article are substantially all longitudinal grain
boundaries, it is important in an article casting that longitudinal mechanical
properties, such as stress rupture life and ductility, be very good, along with
good transverse mechanical properties and good alloy surface stability. With
this property balance in the article, the article alloy must be capable of
being cast and directionally solidified in complex shapes and generally with
complex internal cavities and relatively thin walls without cracking. So called
"thin-wall" hollow castings have presented difficult quality problems
to article casters using the well known "lost wax" type of precision
casting methods with alloys designed for improved properties: though the alloy
properties are good and within desired limits, thin wall castings, for example
with a wall less than about 0. 035 inch thick, generally cracked during
multicolumnar grain directional solidification.
SUMMARY OF THE
INVENTION
Briefly, in one form,
the present invention provides an improved cast columnar grain nickel base
alloy article characterized by outstanding elevated temperature surface
stability for a directionally solidified article, resulting from an alloy
specification enhanced, in one form, by heat treatment and by an improved
combination and balance between longitudinal and transverse stress rupture
properties. In one form, the article has at least one internal cavity and
includes an integral cast wall substantially free of a major crack, the wall
having a thickness of less than about 0.035 inch.
In respect of the
alloy associated with the present invention, a particular combination of the
elemental addition of C, Hf, Co and Ta, and the intentional limitation of the
elements V, Zr, and Ti, provides outstanding elevated temperature oxidation
resistance, good castability, and resistance to grain boundary and fatigue
cracking in a Ni base alloy which also includes Cr, Mo, W, Al, Re and B, and
which allows optional amounts of Cb and Y.
In one form, the alloy
includes essentially, in percentages by weight, the combination of 0.1-0.15 C,
0.3-2 Hf, 11-14 Co, 5-9 Ta, less than 0.05 Zr and the substantial absence of V
and Ti at no more than about 1 each, to provide the alloy with the capability
of being made into a DS multigrain article through good castability and
resistance to grain boundary and fatigue cracking, along with outstanding
oxidation resistance. The remainder of the alloy is 5-10 Cr, 0.5-3 Mo, 4-7 W,
5-7 Al, 1.5-4 Re, 0.005-0.03 B, up to 1.5 Cb, up to 0.5 Y and the balance Ni
and incidental impurities.
Another form of the
present invention associated with such alloy is a heat treatment involved in
the method for making the article. Such heat treatment comprises a combination
of at least three progressive heating steps including a solutioning step, a
preliminary, first aging step and a second aging step, to improve stress
rupture properties of the article.
BRIEF DESCRIPTION OF
THE DRAWING
The sde drawing figure
is a graphical comparison of oxidation resistance of the alloy associated with
the present invention with other alloys.
DESCRIPTION OF THE
PREFERRED EMBODIMENTS
The nickel base alloy
associated with the present invention is particularly characterized by the
relatively high C content in combination with a relatively large amount of Hf
and additions of Co and Ta. This, along with the intentional control and
limitation of the elements V, Zr and Ti, enabled the total alloy to have, for a
DS structure, outstanding oxidation resistance and the good DS castability and
resistance to grain boundary and fatigue cracking to the point at which thin
walls of less than 0.035 inch can be DS cast with elongated grains
substantially crack free. Other elements in the alloy, contributing to its
unique mechanical properties and surface stability, in a nickel base, are Cr,
Mo, W, Al, Re, B and optional, limited amounts of Cb and Y. The resultant
article, with an unusual, unique combination of mechanical properties and
surface stability, is particularly useful in making hollow, air cooled, high
temperature operating components such as blading members (blades and vanes) of
the type used in the strenuous environment of the turbine section of gas
turbine engines. In rotating turbine blades which are subject to high stress as
well as high temperature oxidation and hot corrosion, the crack free condition
of thin walls associated with internal cooling passages, is essential to safe,
efficient engine operation.
A measure of the
castability and crack resistance of high temperature directionally solidified
columnar grained nickel base superalloys is the castability test and rating
scale reported in U.S. Pat. No. 4,169,742 Wukusick et al, issued Oct. 2, 1979,
beginning in column 2 at line 41 and continuing into column 3. The disclosure
of such patent is hereby incorporated herein by reference. The rating is
repeated here in Table I.
TABLE I
______________________________________
CASTABILITY RATINGS
______________________________________
A No cracks
B Minor crack at tip,
less than 1/2" long or
in starter zone
C One major crack,
greater than 1/2" long D Two or three cracks
E Several cracks, more
than 3 and less than 8
F Many cracks-most
grain boundaries
______________________________________
A selection of nickel
base superalloys sometimes used or designed for use in gas turbine engine
turbine components is presented in the following Table II along with a form of
the particular alloy associated with the present invention. The alloy
identified as Rene' N5, designed for use in making single crystal alloy
articles, is described in currently pending U.S. patent application Ser. No.
790,439--Wukusick et al., filed Oct. 15, 1985; the alloy identified as Rene'
150, designed for use as a DS columnar grain article, is described in the above
incorporated U.S. Pat. No. 4,169,742--Wukusick, et al. The disclosure of such
copending application assigned to the assignee of this invention, also is
hereby incorporated herein by reference. Also included in Table II are the
castability ratings of such alloys.
An evaluation of
varying Hf, Co and B in the alloy identified in Table II as Rene' N5 was
conducted to improve castability. Results of such evaluation are shown in Table
III.
TABLE II (See PDF)
TABLE III (See PDF)
The data of Table III
show primarily the benefit and criticality of including Co at a level greater
than 7.5 wt % (for example about 10 wt %) up to about 12 wt %, in combination
with Hf in the range of about 0.3-1.6 wt %. However, even with such improved
castability, the alloy modification of Rene' N5 alloy had reduced longitudinal
stress rupture strength due to dilution of the hardening elements from the
addition of more Co to the Rene' N5 alloy base chemistry of Table II above, at
a C level of about 0.05 wt %. With the nominal 3% additional Co to the Rene' N5
Alloy composition (to make it a total of 10.5% Co) and nominally 1% Hf,
longitudinal stress rupture life was about 65% of Rene' N5 alloy; with
nominally 4.5% additional Co (to make it a total of 12% Co) and at 0.5% Hf,
longitudinal stress rupture life was 30% of Rene' N 5 Alloy. This is indicative
of one critical balance of elements used in the present invention, with an
alloy composition including C in the range of about 0. 1-0.15 wt % along with
Co in the range of 11-14 wt % and 0.3-2 wt % Hf.
In respect to the
balance between castability, and grain boundary and fatigue cracking, it has
been recognized that too little Co results in loss of castability and grain
boundary strenghening, whereas above about 14 wt % Co can dilute the effect of
certain alloy strengthening elements. The element Hf, if too low, such as below
about 0. 3 wt %, increases the tendency toward grain boundary cracking in DS
casting and in use; and if too high, such as above 2 wt %, Hf can result in
problems relating to casting reactivity and incipient melting during heat
treatment. Too much Ta and Al can affect castability by being too strong and
can cause grain boundary cracking. Also it can form Topologically Close Packed
(TCP) phases. Therefore, the Ta content is maintained preferably in the range
of about 6-7 wt % and the Al preferably is 5.5-6. 5 wt % in the practice of
this invention. As is known in the art, small amounts of Cb may be substituted
for Ta.
In the evaluation of
some of the alloys of Table II, it was recognized that vanadium can detract
from the surface stability, i.e., hot corrosion and oxidation resistance; Zr
can increase crackability; and Ti can seriously reduce oxidation resistance.
Therefore, these elements have been controlled and limited to the ranges in
weight percent of less than about 1 V, 0.05 Zr and 1.5 Ti, preferably less than
0.1 V, 0.03 Zr and 0. 02 Ti. While yttrium is helpful in improving oxidation
resistance, it can cause grain boundary weakening; thus, it is limited to
amounts less than 0.1% in the alloys of the invention. Cr is included primarily
for its contribution to oxidation and hot corrosion resistance; Mo, W and Re
primarily for matrix strengthening and B to enhance grain boundary strength.
Although the
castability of such alloys as Rene' 150 were very good and within the
acceptable range for thin wall castings, their surface stabilities were
unacceptable for certain high temperature applications under strenuous
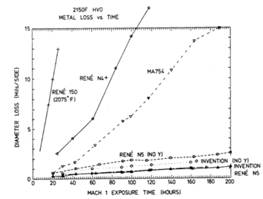
environments. A comparison of the elevated temperature surface stability of
Rene' 150 alloy and the alloy of the present invention has shown that during
100 hours exposure to Mach 1 air, Rene' 150 alloy at 2075° F. lost 50-65 mils
of metal per specimen side, whereas the alloy of the present invention, in the
form shown in Table II, at a higher temperature of 2150° F. and a longer
exposure time of 150 hours lost only 1.5 mils per specimen side, i.e. less than
about 5 mils per side according to this invention. In another test, for
additional comparison, Rene' 150 alloy at 2075° F. in Mach 1 airflow lost 40
mils per specimen side after 82 hours.
One nickel base alloy
considered to have outstanding elevated temperature oxidation resistance is the
alloy sold under the trademark "MA 754" and having the composition
alloy, identified in Table II. Such alloy is a wrought rather than cast alloy
but is included here for further comparison with the oxidation resistance of
the present invention. After exposure of a specimen of the alloy sold under the
trademark "MA 754" at Mach 1 airflow and 2150° F., loss of 10 mils
per specimen side occurred after 140 hours exposure. Confirming the outstanding
elevated temperature oxidation resistance of the present invention were tests
conducted on specimens from a 3000 pound heat of the alloy of the present
invention. After 170 hours exposure at 2150. degree. F. and Mach 1 airflow, a
specimen showed a metal loss of only 1. 6 mils per side; after 176 hours at
those conditions, a loss of only 2 mils of metal per side was observed.
Another form of a
comparison of this outstanding elevated temperature surface stability, as
represented by oxidation resistance, of the present invention with other alloys
is shown in the graphical presentation of the drawing. That comparison shows
surface loss of a specimen in terms of hours of exposure in high velocity air
(HVO) moving at a speed of Mach 1 at 2150° F. The Mach 1 oxidation test
specimens referred to herein were 0.23" diameter by 3.5" long.
Twenty-four specimens were mounted on a round metal plate and tested in a
furnace which is heated by aircraft jet fuel. The test specimens were examined
about every 24 hours. As can be seen, the present invention provides a cast
article with remarkable surface stability.
As was stated above,
an important characteristic of the present invention is its improved
longitudinal stress rupture strength and improved balance between longitudinal
and transverse stress rupture properties along with the outstanding surface
stability discussed above. It exhibits, in a DS columnar grain article, the
good stress rupture strength of Rene' 150 alloy and outstanding oxidation
resistance of the single crystal article of the Rene' N5 composition in Table
II above. The following Table IV compares certain stress rupture properties:
TABLE IV (See PDF)
For the alloy of the
present invention, the transverse stress rupture strength at 1800° F. and
32,000 psi (32 ksi) nominally was in the range of about 80-120 hours, as shown
in Table V below.
During the evaluation
of the present invention, several heat treatments were studied. In one series
of heat treatment tests, the alloy associated with the present invention and
nominally described in Table II was DS cast into 1/4" thick ×2"
wide×44" long columnar grain slabs from which standard stress rupture
specimens were machined after heat treatment of the slabs. In previous
evaluations, for example with Rene' 150 alloy columnar grain articles, only
partial solutioning was necessary to develop desired properties and full solutioning
(90-95%) seriously reduced transverse stress rupture properties. However, it
was found that the present invention requires substantially full solution heat
treatment (at least 90% solutioning of the gamma--gamma prime eutectic and
coarse secondary gamma prime with no more than about 4% incipient melting) in
order to develop desired properties. In addition to the initial substantially
full solutioning, a preferred form of the heat treatment of the present
invention includes an additional progressive combination of aging steps: a
primary, first aging to improve ductility and transverse stress rupture
properties, and two additional aging treatments at temperatures consecutively
lower than that of the primary age to further optimize the gamma prime precipitate.
An outline of a series
of heat treatments evaluated, along with resulting stress rupture strength, is
shown in the following Table V. The heat treatments, identified as A, B, C and
D, summarize the heating steps, first with a solution temperature in the range
of 2300-2335 F. for 2 hours. This is followed by a progressive combination and
series of aging steps identified in a manner widely used and understood in the
metallurgical art. The solution and aging steps were conducted in a non-oxidizing
atmosphere: vacuum, argon or helium. Cooling below 1200° F., conducted between
aging steps, need not be conducted in such an atmosphere. Of the heat
treatments evaluated, heat treatment D, involving a unique relatively slow
cooling step from the first aging to the temperature at which the second aging
temperature was to be conducted, resulted in the best combination of
properties.
TABLE V (See PDF)
In the heat treatment
of the present invention, a substantially full solutioning step is included.
This is in contrast with the partial solutioning commonly used with such DS
articles made from alloys from Table II such as Rene' 150, certain properties
of which are affected detrimentally by a full solution heat treatment. In this
invention, solutioning of at least about 90% of the gamma--gamma prime eutectic
and coarse secondary gamma prime and with less than about 4% incipient melting
is important because the stress rupture life is increased with increased
solutioning of the gamma prime eutectic and coarse secondary gamma prime. The
following Table VI compares amount of solutioning and stress rupture life for
the alloy associated with the present invention.
TABLE VI (See PDF)
After solutioning, it is preferred that cooling, for example
to a temperature in the range of about 2025°-2075° F., be at a rate of at least
100° F. per minute. As was described in the above identified copending,
incorporated patent application Ser. No. 790, 439, more rapid cooling rates
have a beneficial effect on properties such as stress rupture strength.
The heat treatment of
the present invention is further characterized by a progressive combination of
aging steps after solutioning. The first or primary age is conducted in a
temperature range of about 2025°-2075° F. in a non-oxidizing atmosphere, for
example for about 1-10 hours, to improve ductility and stress rupture strength
of the article. After the first solutioning, it is preferred that cooling, for
example to the range of about 1950°-2000° F., be at a rate of about 75° F. per
hour prior to further cooling. A second aging step, at a temperature lower than
the first aging, for example in the range of about 1950°-2000° F. for about
4-12 hours, generally about 4-8 hours, enables growth of the gamma prime to
improve ductility. As can be seen from the data of Table V, this unique
progressive combination of heating steps results in a structure of improved
mechanical properties and enables heat treatment of castings having thin walls
without detrimental affect on such walls.
After the above aging
steps, a final aging step generally is beneficial, for example, in the range of
about 1625°-1675° F. for about 2-10 hours, typically about 4-8 hours.
The heat treatment of
the present invention, in connection with the DS cast article utilizing the
alloy associated with this invention maximizes longitudinal stress rupture
strength while retaining acceptable transverse strength and ductility. This is
due, at least in part, to the increased solutioning of the gamma prime at a
relatively higher temperature, Introduction of a primary or first aging in the
range of about 2025°-2075° F. followed by a relatively slow cool (for example,
about 1 hour) to a temperature in the range of about 1950. degree.-2000° F.
before further cooling resulted in a further improvement in longitudinal stress
rupture life coupled with improved transverse stress rupture properties.
The combination of
alloy selection, casting practice, and heat treatment, according to the present
invention, enables provision of an improved DS columnar grain article including
a thin wall of less than about 0.035 inch substantially free of cracks. In the
form of a gas turbine engine turbine blade, which has a radial centerline, the
grain boundaries and primary dendritic orientation is approximately straight
and parallel. In addition, it is preferred in such an article, and is capable
through this invention, that any emergent grain from the airfoil of such a
blade intersect the airfoil leading edge or trailing edge at an angle no
greater than 15° with the edge and that all other grain boundaries and primary
dendrites are within 15° of the radial centerline.
As a result of
evaluations of the type described above, it was recognized that the article and
heat treatment of the present invention can be used with a particular alloy
range. A specific alloy range is particularly unique in the combination with
the heat treatment. The following Table VII identified such useful and the
novel specific alloy range.
TABLE VII (See PDF)
This invention has
been described in connection with specific examples and embodiments. However,
it will be understood by those skilled in the metallurgical arts involved that
the invention is capable of a variety of other forms and embodiments within the
scope of the appended claims.
Claims: What is
claimed is:
1. A nickel base
superalloy consisting essentially of in weight percent about 0.12% carbon,
about 1.5% hafnium, 12% cobalt, about 6.35% tantalum, about 6.8% chromium,
about 1.5% molybdenum, about 4.9% tungsten, about 6.15% aluminum, about 2.8%
rhenium, about 0.015% boron, the substantial absence of zirconium, the
substantial absence of titanium, the substantial absence of vanadium and the
balance nickel and incidental impurities.
2. An article the
alloy of of claim 1 having an internal cavity within an outside article
surface, the cavity including an integral cast wall, substantially free of
cracks, and a wall thickness of less than about 0.035 inch.
3. The cast article of
claim 2 in which the internal cavity is separated from the outside surface by
an article wall across a thickness of less than about 0.035 inch.
4. The cast article of
claim 2 in the form of a turbine blading member having a radial centerline and
including an airfoil having a leading edge and a trailing edge in which:
* grain boundaries and primary dendritic
orientation is approximately straight and parallel; and,
* any emergent grain which intersects the
airfoil leading or trailing edge forms an angle no greater than 15° with the
edge, and all other grain boundaries and primary dendrites are within 15° of
the radial centerline.
5. The article of
claim 1 wherein the article is a gas turbine engine airfoil.
6. In a method of heat
treating a cast nickel base alloy article made of an alloy consisting
essentially of, in weight percent, 0.1-0.15 C, 0.3-2 Hf, 11-14 Co, 5-9 Ta, less
than 0.05 Zr and the substantial absence of V and Ti at no more than about 1
each, 5-10 Cr, 0.5-3 Mo, 4-7 W, 5-7 Al, 1.5-4 Re, 0.005-0.03 B, up to 1.5 Cb,
up to 0.5 Y and the balance Ni and incidental impurities, the steps of:
* (a) heating at a solutioning temperature in a
non-oxidizing atmosphere for a time sufficient to solution at least 90% of the
gamma-gamma prime eutectic and coarse secondary gamma prime and so that there
is no more than about 4% incipient melting, and then cooling in the atmosphere
to a temperature in the range of about 2025°-2075° F.;
* (b) heating at a first aging temperature in
the range of about 2025°-2075° F. in a non-oxidizing atmosphere for about 1-10
hours and then cooling in the atmosphere to a temperature in the range of about
1950°-2000° F.; and
* (c)
heating at a second aging temperature lower than the first aging temperature in
the range of about 1950°-2000° F. for about 4-12 hours.
7. The method of claim
6 including a third aging step of:
* (d) heating at a temperature range of about 1625°-1675°
F. for about 2-10 hours.
8. The method of claim
6 in which the solutioning temperature is in the range of 2275°-2360° F. and
the heating time is at least about 30 minutes.
9. The method of claim
8 including a third aging step of:
* (d) heating at a temperature range of about
1625°-1675° F. for about 2-10 hours.
10. In a method of
making a cast columnar grain nickel base superalloy article of outstanding
elevated temperature oxidation resistance, the article having an internal
cavity including an integral cast wall of a wall thickness of less than about
0.035 inch, the steps of:
* (a) precision casting the article from an
alloy consisting essentially of, in weight percent, 0.1-0.15 C, 0.3-2 Hf, 11-14
Co, 5-9 Ta, less than 0.05 Zr and the substantial absence of V and Ti at no
more than about 1 each, 5-10 Cr, 0.5-3 Mo, 4-7 W, 5-7 Al, 1.5-4 Re, 0.005-0.03
B, up to 1.5 Cb, up to 0.5 Y and the balance Ni and incidental impurities, with
the cast wall integral with the casting by columnar multigrain directional
solidification casting; and
* (b) heat treating the cast article in
accordance with claim 6.
11. The method for
making a cast columnar grain nickel base superalloy gas turbine engine turbine
blading member of outstanding elevated temperature oxidation resistance, the
article having at least one internal cavity including an integral cast wall of
a wall thickness less than about 0.035 inch comprising the steps of:
* (a) providing a superalloy consisting
essentially of, in weight percent, 0.1-0.14 C, 1.2-1.7 Hf, 11.7-12.3 Co,
6.2-6.5 Ta, up to 0.1 V, up to 0.03 Zr, 6.6-7 Cr, 1.3-1.7 Mo, 4.7-5.1 W, no
more than about 0.02 Ti, 6-6.3 Al, 2.6-3 Re, 0.01-0.02 B, up to 0.1 Cb, up to
0.2 Y, and the balance Ni and incidental impurities;
* (b)
precision casting said superalloy to provide an article having at least one
internal cavity including an integral cast wall of a wall thickness of less
than about 0.035 inch; and
* (c) heat treating said cast article in
accordance with claim 8.